
G5125/33/50立式带锯床
G5125/33/50立式带锯床主要用途及适用范围
科永达G5125立式带锯床,是在我公司立式带锯床系列的基型产品之一。它汇集了国内外锯床知名厂家的先进经验。集合了本公司滑车系列产品的优点。它主要用于锯切板材,中厚以上的钢板、铝板,锯切圆钢坯料等。
G5125立式带锯床以双金属带锯条作为切削工具,它具有锯口窄,省料,锯切精度高,操作方便,生产效率高又节能环保的特点,特别改进后的这台立式锯床对锯切圆材时的稳定性和准确度也大大提高,是选择锯切工艺的良好设备。

立式带锯床
| G5125/33/50立式带锯床主要技术参数 | |
|---|---|
| 切削范围(高×长) | 250×250mm |
| 候深 | 330mm |
| 高度(台面起) | 270mm |
| 行程 | 500mm |
| 切割缝宽度 | 1.1mm |
| 进给速度 | 无级调速 |
| 主电机功率 | 3kw |
| 进给功率 | 0.42kw,直流 |
| 冷却机功率 | 40w |
| 切削液箱容积 | 50L |
| 承载能力 | 2.5T |
| 锯床外形尺寸(长×宽×高) | 1250×1200×2000mm |
| 锯床重量 | 1.8T |
| 带锯条规格 | 27×1.1 |
| G5125/33/50立式带锯床基本配置清单 | ||
|---|---|---|
| 名称 | 规格 | 品牌 |
| 主电机 | 3kw | 上海德东 |
| 电磁阀 | SWH-G02-B2-D24-20 | 台湾朝田 |
| 调速阀 | FNC-G02-4-A | 北部精机 |
| 液压油泵 | VP1―20 | 上海三优 |
| 电器元件 | ―― | 中国正泰 |
| 散热器 | ―― | 中国天正 |
| 直线导轨 | ―― | 台湾上银 |
| 冷却水泵 | 40w | 浙江华峰 |
| 蜗轮箱减速机 | 采用30机(轴承包括:哈尔滨轴承32208、6208、22212、30212) | 浙江华宇 |
| 进给电机功率 | kw | 1.5 |
| 机床外形尺寸(长×宽×高) | mm | 2294×1770×1610 |
| 机床净重/毛重 | kg | 2650/2950 |
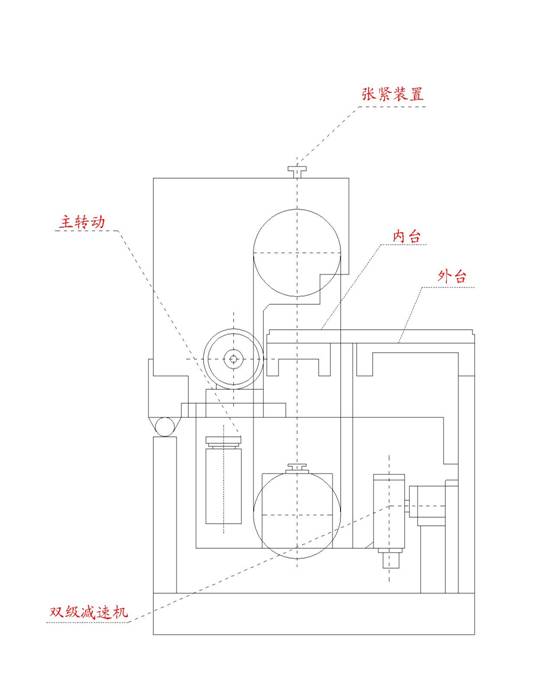
G5125/33/50立式带锯床主要结构概述
本带锯床的主要部件有:床身、内外工作台、锯架、运动机构、导向装置、进给系统、电器系统、工件加紧、带锯条张紧装置、承料架、润滑及冷却系统等。
1、 床身:
床身由底座、端板、侧板组焊成的框架结构。床身内部有较大的空间、锯架在腔内左右移动,盛装冷却切削液。为钢板与槽钢焊接件。在底座上,左侧安装精密直线导轨付,右侧安装平面导轨、滚轮:锯架以滚轮、直线导轨付连接。该带锯床床身内装有冷却系统,冷却液池。
2、 工作台:工作台面上装有T型槽铁,用以支持T型槽螺钉固定工件。工作台均以螺钉固定在床身上。更换带锯条时,卸去内工作台的螺栓,油缸顶起工作台。带锯条更换完毕时,油缸放下,并用螺栓固定;并检查机床的平面度。
3、 锯架:锯架为组焊的弓形箱体。主电机,主动轮系统,从动轮系统,蜗轮箱,导向装置,上下导向头,带锯条张紧装置,电器箱等组装。它们的组装在锯架箱体上。锯架由进给系统驱动,沿直线导轨和滚动导轨从左向右运动。
锯架体由厚钢板焊接而成的弓形箱体,具有较强的刚性。其左侧固定在滚动导轨上,右侧由连接箱与滚子机构相连,通过滚轮托付在平面导轨上。下面装有齿轮箱,主动锯轮,箱内的主轴与锯架下面的主动轮固接。上面装有被动轮,锯带张紧装置,上导向机构,侧面装有电器箱。
由主电机,皮带轮,涡轮减速箱驱动力主动锯轮,传递给环绕在主动锯轮,从动锯轮系上的带锯条。带锯条的运转速度共三档。
4、 导向装置:导向装置由上,下导向机构组成。上导向机构的上导向座按爪功在锯架支板上,通过蜗杆传动,上下移动装载上导向座的导向杆上,以调整上导向头和导向块适应不同厚度胚件的距离。上导向头一般应离开胚件30~50mm;导向头位置确定后,以手轮旋紧螺栓,将导向杆固定。上导向座固定在工作台下的锯架上。
上,下导向机构是用于固定带锯条的定向运动,以保证切削精度,因此,应调整上,下导向座的距离及带锯条与工作台面的垂直度,并确保带锯条无扭曲现象。
5、 夹紧机构:工件的夹紧,采用压板、螺栓,套在工作台上的T 型 槽构建上,旋紧螺母固定工件。
6、 张紧装置:张紧装置包括滑板、滑板座及张紧手轮顺时针转动 时,带锯张紧,反之带锯松开。
7、 承料架:承料架安装在固定工作台的一侧。同时,亦可根据用户要求另行定做。
G5125/33/50立式带锯床传动系统:(主传动系统、进给系统、电气系统):
1、主传动系统:由电机、涡轮箱、主动锯轮机构、从动锯轮机构组成。经三角皮带变速、带锯条获得三档速度。
2、进给系统:本系统是由调速电机、涡轮减速机、链轮链条付组成。
带锯条进给由直流调速电机驱动涡轮减速机、链轮链条付、左侧滚轮。链轮机构、左侧滚轮与锯架固接。滚轮在平导轨上滚动,另一端在紧密导轨付上滑动,进给速度通过调速电机无极进给,均匀可靠。
3、电气控制系统:
概述:电气系统由主电机、进给电机(直流)、冷却电机、行程开关、配电箱、操作面板、电气元件、电缆…..组成。
操作说明:
(1).引进电源:合闸后外电源引进机床,操作合上旋按钮SB1,电源指示亮
(2).总停:旋按钮SB1
(3).主电机启动:按按钮SB2主电机开启。同时冷气机开启。
(4).主电机停止:按按钮SB3主电机停止。同时冷却机停止。
(5).锯架工进:按按钮SB4,进给电机启动,调节“电位器”改变工进速度。碰压限位行程开关SQ1,工进运动停止。
(6).锯架快退:按按钮SB5.进给电机电机反转,锯架返回。碰压限位行程开关SQ1,快退返回运动停止。
立式带锯床物流须知:
由于机床为超大,超重物品,快递和物流公司一般不接,所以要用配货站配车,配车一般是专线车辆,长期两地往返,对两地都比较了解,能送货到门,方便装车和客户卸车,一站直达保证货物安全,但是这种方法时效性不佳,路上快,但是配货慢,一辆大车要配满货才会走,所以有一个等待的配货时间,根据城市的不同一般热门城市可天天走货,冷门城市可能就要3-5天,综合考虑,安全,方便,时效,配车是机床运输的常用选择,所以客户可以放心购买。
